
FIRST LINE MAINTENANCE
INTRODUCTION........DESCRIPTION.......MAINTENANCE - 2nd. Line........PARTS........REPAIR
Only the Introduction, Description, Parts, Repair, Operation and First Line Maintenance pages are presently available. The remaining Maintenance section will be added shortly.
The C. No.7 is a .22" training version of the No.4 Rifle Manufactured at the Long Branch factory.
The first part of these comprehensive manuals to be added is the summary for the whole document. The remaining sections will be added as time allows.
As the heading shows, the manuals are Canadian, and therefore bilingual in French and English.
Each section is commenced in English and immediately duplicated in French.
Relevant images are reproduced only once for each duplicated section.
MAINTENANCE INSTRUCTIONS FOR THE CANADIAN RIFLE " C No.7 Mk.1 " - in both French and English
or you can view a FLIP-PAGE VERSION OF THE ORIGINAL DOCUMENT
(BILINGUAL)
(Supersedes C-71-108-000/MM-000 dated 1993-04-23)
INSTRUCTIONS SUR L'ENTRETIEN DE PREMIER ÉCHELON
(BILINGUE)
Issued on Authority of the Chief of the Defence Staff Publiée avec l'autorisation du Chef de l'état-major de la Défense
OPI: DSSPM 5 2002-07-31 BPR : DAPES 5
Insert latest changed pages; dispose of superseded pages in accordance with applicable orders.
The portion of the text affected by the latest change is indicated by a black vertical line in the margin of the page. Changes to illustrations are indicated by miniature pointing hands or black vertical lines.
Dates of issue for original and changed pages are:
Insérer les pages le plus récemment modifiées et disposer de celles qu'elles remplacent conformément aux ordonnances applicables.
La partie du texte affectée par le plus récent modificatif est indiquée par une ligne verticale dans la marge. Les modifications aux illustrations sont indiquées par des mains miniatures à l'index pointé ou des lignes verticales noires.
Les dates de parution pour les pages originales et les pages modifiées sont :
| Original/page originale ...... 0 ...... 2002-07-31 | Ch/Mod | ....... 6 ...... | |
|---|---|---|---|
| Ch/Mod | ....... 1 ...... | Ch/Mod | ....... 7 ...... |
| Ch/Mod | ....... 2 ...... | Ch/Mod | ....... 8 ...... |
| Ch/Mod | ....... 3 ...... | Ch/Mod | ....... 9 ...... |
| Ch/Mod | ....... 4 ...... | Ch/Mod | ...... 10 ..... |
| Ch/Mod | ....... 5 ...... | Ch/Mod | ...... 11 ..... |
Zero in Change No. Column indicates an original Zéro dans la colonne des modificatifs indique une page. The use of the letter E or F indicates the page originale. La lettre E ou F indique que la change is in English or French only. Total number modification est exclusivement en anglais ou en of pages in this publication is 57 consisting of the français. La présente ordonnance comprend following: 57 pages réparties de la façon suivante :
Title/Titre . . . . . . . . . . . . . . . . . . . . . . .0 3-1-1 to/à 3-1-2 . . . . . . . . . . . . . . . . . .0
A . . . . . . . . . . . . . . . . . . . . . . . . . . . .0 3-2-1 to/à 3-2-37/3-2-38 . . . . . . . . . . .0 i to/à iv . . . . . . . . . . . . . . . . . . . . . . . .0 4-1 to/à 4-7/4-8 . . . . . . . . . . . . . . . . . .0 1-1/1-2 . . . . . . . . . . . . . . . . . . . . . . . . .0 5-1 to/à 5-2 . . . . . . . . . . . . . . . . . . . . .0 2-1 to/à 2-2 . . . . . . . . . . . . . . . . . . . . .0
Contact Officer: DSSPM 5-4 Personne responsable : DAPES 5-4
PART1 - INTRODUCTION . . . . . . . . . .1-1/1-2
Purpose . . . . . . . . . . . . . . . . . . . . . . . . .1-1/1-2
PART 2 - APPARATUS AND TOOLS . . . . . . . 2-1
General . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
PART 3 - REPAIR TECHNIQUES . . . . . . . 3-1-1
Section 1 - Repair Information . . . . . . . . 3-1-1
Section 2 - Repair Procedures . . . . . . . . 3-2-1
DISASSEMBLING THE RIFLE . . . . . . . . . 3-2-1 Removal of the Major Components . . . . . . 3-2-1
PARTIE 1 - INTRODUCTION . . . . . . . . . 1-1/1-2
Objet . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-1/1-2
PARTIE 2 - APPREILS ET OUTILLAGE . . . 2-1
Généralités . . . . . . . . . . . . . . . . . . . . . . . . . .2-1
PARTIE 3 - TECHNIQUES DE RÉPARATION . . . . . . . . . . . . . . . . . . .3-1-1
Section 1 - Information concernant les réparations . . . . . . . . 3-1-1
Section 2 - Procédure de réparation . . . 3-2-1
DÉMONTAGE DU FUSIL . . . . . . . . . . . . .3-2-1 Dépose des principaux éléments . . . . . . . 3-2-1
PART 4 - TESTS AND ADJUSTMENTS . . . 4-1
PARTIE 4 - TEST ET AJUSTEMENTS . . . . 4-1
LIST OF FIGURES FIGURE TITLE PAGE
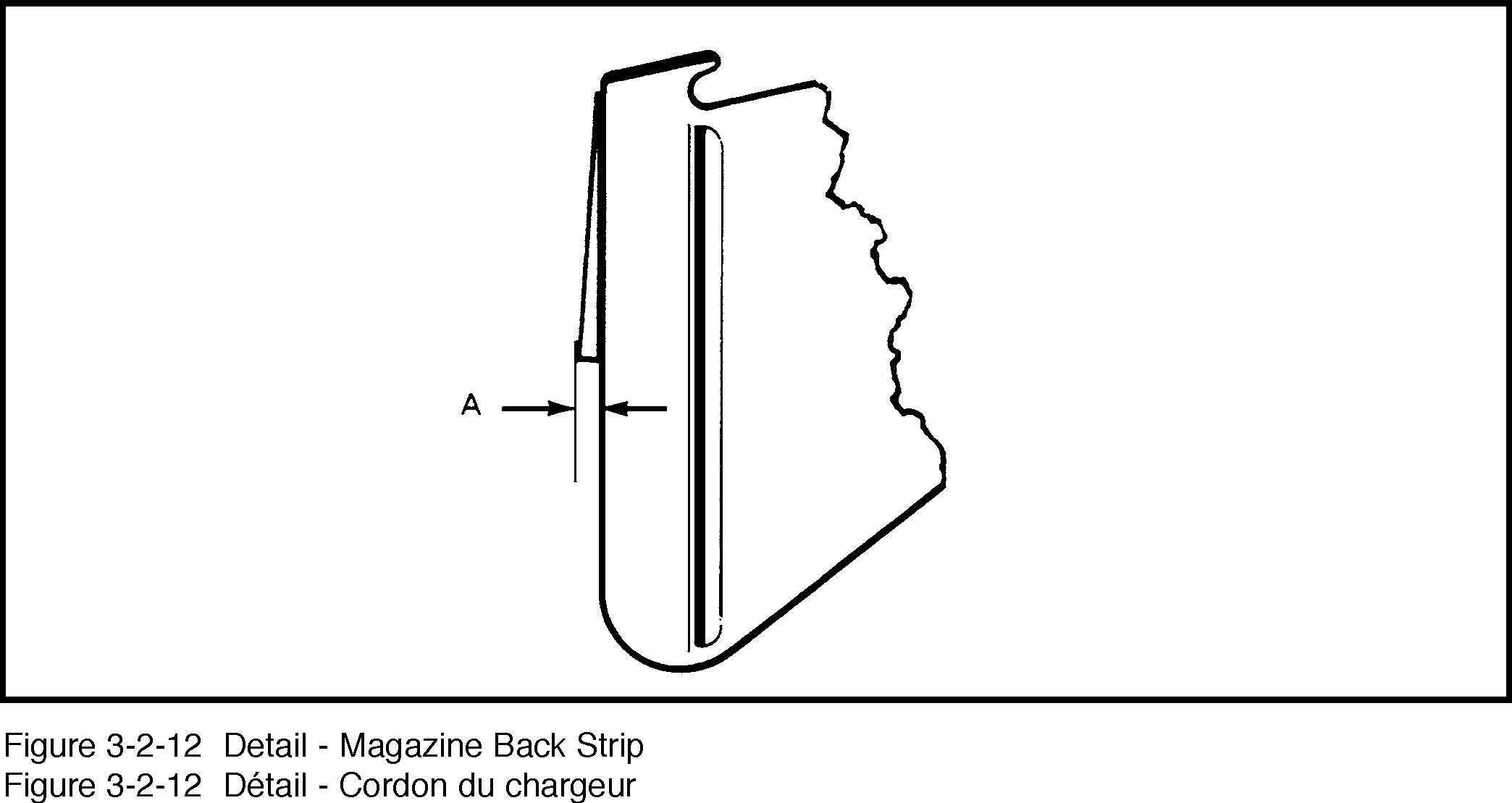
3-2-12 Detail - Magazine Back Strip . . 3-2-30 3-2-13 Detail - Reworking the
Magazine Lips . . . . . . . . . . . .3-2-30 3-2-14 Fore-end Stock Bearing
Points . . . . . . . . . . . . . . . . . . .3-2-34 4-1 Cocking Piece Sear Bent Angle . . . 4-4
Outillage et jauges spéciaux . . . . . 2-1
l'extracteur . . . . . . . . . . . . . . . .3-2-9 Outil d'ajustement de la butée
de la gâchette . . . . . . . . . . . .3-2-13 Position de l'outil d'ajustement
de la butée de la gâchette . . . 3-2-14 Détail - Butée de la gâchette
transformée . . . . . . . . . . . . . .3-2-14 Gabarit d'ajustement du
du pontet . . . . . . . . . . . . . . . .3-2-19 Outil de démontage du
percuteur fabriqué sur place . 3-2-20 Transformation de la planchette
lèves du chargeur . . . . . . . . .3-2-30 Points d'appui du fût . . . . . . . . .3-2-34
Angle de la gâchette d'armement . . . . . . . . . . . . . . . . .4-4
PURPOSE
NATIONAL DEFENCE HEADQUARTERS MGEN GEORGE R. PEARKES BUILDING OTTAWA, CANADA K1A 0K2 Attention: DSSPM 5-4
PARTIE 1
INTRODUCTION
OBJET
QUARTIER GÉNÉRAL DE LA DEFENSE NATIONALE ÉDIFICE MGÉN GEORGES R. PEARKES OTTAWA, CANADA K1A 0K2 Attention : DAPES 5 - 4
GENERAL
PARTIE 2
APPAREILS ET OUTILLAGE
GÉNÉRALITÉS
| ITEM No. No | NSN NNO | Mfr No. No du fabr. | Description | Qty Qté |
|---|---|---|---|---|
| 2-1-1 | 5220-21-107-2627 | 104342 | Gauge, Headspace, NOT GO. Jauge de feuillure, « NOT GO ». | 1 |
| -2 | 5220-21-107-2628 | 104343 | Gauge, Headspace, GO. Jauge de feuillure, « GO ». | 1 |
| -3 | 5220-21-107-2610 | 104177 | Gauge, Plug, Plain, Cylindrical, NOT GO. Jauge à bouchon, unie, cylindrique, « NOT GO ». | 1 |
| -4 | 5220-21-107-2611 | 104176 | Gauge, Plug, Plain, Cylindrical, GO. Jauge à bouchon, unie, cylindrique, « GO ». | 1 |
| -5 | 5220-21-107-2608 | 87884 | Rod, Plug Gauge. Tige, jauge à bouchon. | 1 |
| -6 | 5220-21-107-2606 | 104341 | Gauge, Firing Pin Protrusion, C2. Jauge, saillie du percuteur C2. | 1 |
| -7 | 8125-21-106-6963 | 102533 | Bottle, Applicator. Bouteille, applicateur. | 1 |
2-1
| ITEM No. No | NSN NNO | Mfr No. No du fabr. | Description | Qty Qté |
|---|---|---|---|---|
| 2-1-8 | 1005-21-103-7195 | CSA1D31555-2A | Brush, Cleaning, Small Arms, C4. Brosse, nettoyage, armes portatives, C4. | 1 |
| -9 | 1005-21-103-7196 | SMC3 | Brush, Cleaning, Small Arms, C5. Brosse, nettoyage, armes portatives, C5. | 1 |
| -10 | 1005-21-103-5085 | CSA1D31555-5 | Jag. Pointe en laiton. | 1 |
| -11 | 1005-21-103-5083 | CSA1D31555-3 | Swab Holder Section, Small Arms Cleaning Rod. Section du porte-tampon, d'armes portatives. | 1 |
| -12 | 1005-21-103-5082 | CSA1D31555-4 | Rod Cleaning, Small Arms. C MK 1. Baguette de nettoyage, d'armes portatives. | 1 |
| -13 | 1005-21-103-5089 | TEXT1-17-2 | Swab, Small Arms Cleaning. Tampon, nettoyage d'armes portatives. | 1 |
| -14 | 1005-21-103-5084 | CSA1D3-767 | Case, Rifle. Wood. Caisse à fusil, en bois. | 1 |
| -15 | NPN | Local Mfr | Front Sight Blade Securing Screw Removal Tool. Outil de démontage de la vis de réglage de la lame du guidon. | 1 |
| -16 | NPN | Local Mfr | Sear Stop Adjusting Tool. Outil d'ajustement de la butée de la gâchette. | 1 |
| -17 | NPN | Local Mfr | Trigger Guard Collar Adjusting Jig. Gabarit d'ajustement du collier du pontet. | 1 |
| -18 | NPN | Local Mfr | Striker Removal Tool. Outil de démontage du percuteur. | 1 |
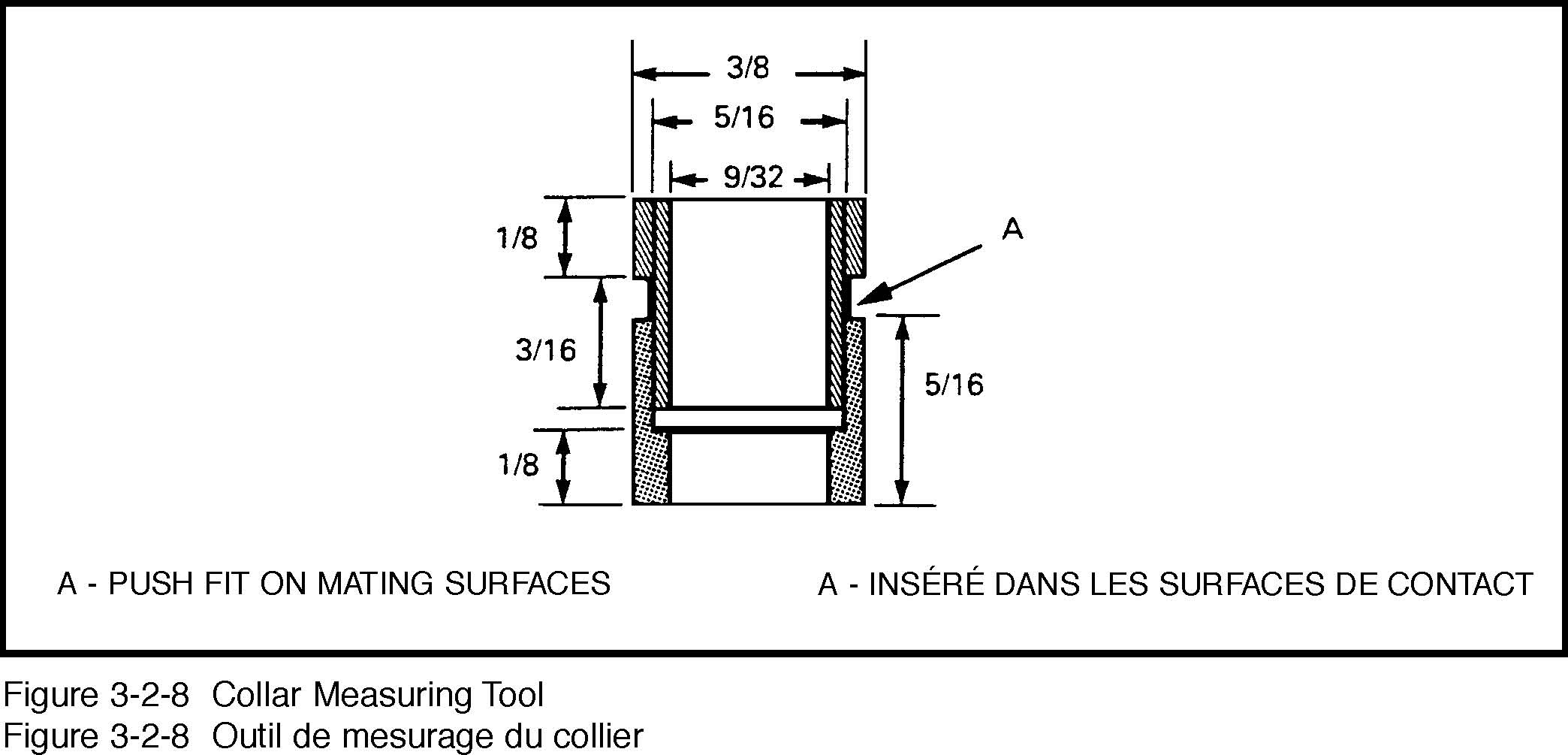
| -19 | NPN | Local Mfr | Collar Measuring Tool. Outil de mesurage du collier. | 1 |
GENERAL
1. Components from Rifle, .22 Calibre, Lee Enfield, C No 7 MK 1 will not normally be interchanged from one rifle to another. The nomenclature and serial number are engraved on the left side of the body. The barrel has the serial number at the rear of the barrel on the reinforce. The bolt has the serial number on the rear face of the cocking handle. All serial numbers shall match. The bolt assembly is specifically adjusted to the matching rifle and it is not interchangeable. All critical components of the rifle are stamped with proof marks.
LUBRICATION
2. For complete lubrication information refer to CFTO C-71-010-004/MM-000, First Line Maintenance Instructions, Lubrication of Weapons.
REFINISHING
3. Inspect finished metal surfaces of the rifle for areas of wear. If more than 30 per cent of the finish is worn off, backload the rifle. Touch-up minor wear on the steel surfaces with gun blue, NSN 6850-21-843-7001. Retouch and seal wood surfaces with linseed oil in accordance with CFTO C-71-010-011/MM-000, First Line Maintenance Instructions, Maintenance and Adjustment of Stocks and Butts.
PARTIE 3
TECHNIQUES DE RÉPARATIONS
SECTION 1
INFORMATION CONCERNANT LES RÉPARATIONS
GÉNÉRALITÉS
1. Les éléments des fusils C N° 7 MK 1 ne sont normalement pas interchangeables d'une arme à une autre. Le numéro de nomenclature et le numéro de série de l'arme sont gravés sur le côté gauche du corps. Le numéro de série du canon se trouve à l'arrière de celui-ci, sur le tonnerre. Le numéro de série de la culasse mobile se trouve sur la face arrière du levier de la culasse mobile. Tous les numéros de série doivent concorder. L'ensemble de culasse mobile est ajusté précisément au fusil correspondant et n'est pas interchangeable. Tous les éléments importants du fusil sont marqués d'un poinçon d'homologation.
LUBRIFICATION
2. Pour obtenir une information complète sur la lubrification, se référer à l'ITFC C-71-010-004/MM-000, Instructions sur l'entretien de premier échelon, lubrification des armes.
FINI
3. Inspecter toutes les surfaces métalliques finies du fusil y déceler des zones d'usure. Si plus de 30 pour cent du fini est disparu, envoyer le fusil à l'arrière. Retoucher l'usure mineure sur les surfaces en acier avec du bleu à canon, NNO 6850-21-843-7001. Retoucher et imperméabiliser les surfaces en bois avec de l'huile de lin conformément à l'ITFC C-71-010-011/MM-000, Instructions sur l'entretien de premier échelon, entretien et réglage des montures et des crosses.
CLEANING
4. All cleaning will be carried out in accordance with CFTO C-71-010-003/MM-000, First Line Maintenance, Cleaning of Small Arms Barrels and Other Infantry Weapons. Barrels which have superficial lead fouling or carbon build-up shall be cleaned as per CFTO C-71-010-006/VC-000, Metal Finishing, General Procedures.
DO NOT use mercury for removal of lead fouling.
BORE OBSTRUCTION
5. Remove bullets from the barrel as detailed in CFTO C-71-010-009/MM-000, First Line Maintenance, Removal of Pullthrough or Bullets from the Bore of Rifles and Machine Guns.
CARE AND SERVICING
6. Care and servicing of C No 7 rifles, during periods of non-use and storage, is detailed in CFTO C-71-010-002/VP-000, Preservation of Weapons for Storage and Shipment. Before storing this rifle, ensure that the cocking piece is fully forward to release pressure on the firing pin rod spring and ensure also that the magazine is empty. If these springs remain compressed for long periods of storage, they may become non-serviceable.
NETTOYAGE
4. Tout le nettoyage sera fait conformément à l'ITFC C-71-010-003/MM-000, Instructions sur l'entretien de premier échelon nettoyage des canons d'armes portatives et autres armes d'infanterie. Les canons qui sont encrassés avec du plomb et des résidus de combustion de poudre, doivent être nettoyés, comme décrit dans l'ITFC C-71-010-006/VC-000, Procédures de contrôle de la corrosion, traitement de métal, procédures générales
NE PAS utiliser de mercure pour enlever les résidus de plomb.
OBSTRUCTION DE L'ÂME
5. Enlever les balles du canon comme décrit dans l'ITFC C-71-010-009/MM-000, Instructions d'entretien de premier échelon, enlèvement de ficelles de nettoyage ou de balles de l'âme de fusils et de mitrailleuses.
ENTRETIEN COURANT
6. L'entretien courant du fusil C N° 7 durant les périodes ou il est inutilisé ou entreposé est décrit dans l'ITFC C-71-010-002/VP-000, Préservation des armes pour l'entreposage et l'expédition. Avant d'entreposer cette arme, s'assurer que le chien est complètement poussé vers l'avant pour enlever de la pression sur le ressort de la tige du percuteur. S'assurer aussi que le chargeur est vide. Si ces ressorts restent comprimés pendent de longues périodes d'entreposage, ils peuvent devenir inutilisables.
SECTION 2 REPAIR PROCEDURES GENERAL
1. Disassemble the rifle as detailed in this instruction. Disassembly will only be carried out as far as necessary for the repairs required. Unless otherwise detailed, reassembly will be carried out in the reverse of the disassembly.
SAFETY PRECAUTIONS
2. Safety precautions shall be carried out every time a rifle is handled. Prove the rifle safe by the following procedure:
DISASSEMBLING THE RIFLE REMOVAL OF THE MAJOR COMPONENTS
3. Remove the major component assemblies from the rifle as follows:
a. Remove the magazine by depressing the magazine catch and removing the magazine from the rifle.
SECTION 2 PROCÉDURE DE RÉPARATION GÉNÉRALITÉS
1. Démonter le fusil comme décrit dans cette instruction. Le fusil ne sera démonté qu'au besoin pour effectuer les réparations requises. À moins d'un avis contraire, le réassemblage se fera dans l'ordre inverse du démontage.
MESURES DE SÉCURITÉ
2. Les mesures de sécurité devraient être prises chaque fois qu'une arme est manipulée. S'assurer de la sûreté de l'arme comme suit :
DÉMONTAGE DU FUSIL DÉPOSE DES PRINCIPAUX ÉLÉMENTS
3. Enlever les principaux éléments du fusil comme suit :
a. Enlever le chargeur en abaissant l'arrêtoir du chargeur et en retirant le chargeur du fusil.
NOTE
The rifle should have been assembled so that all screws can be removed from the left. Clamp the muzzle of the barrel, carefully, in a vice with protected jaws. Support the body of the rifle on an armourer's horse or equivalent with the left side up. This will allow almost complete disassembly and assembly of the rifle from the same work position.
d. Remove the front sight protector, upper band, front handguard, lower band and rear handguard, in order.
NOTA
Le fusil devrait avoir été assemblé de façon que toutes les vis puissent être enlevées depuis le côté gauche. Fixer la bouche du canon, avec précaution, dans un étau muni d'une mâchoire de serrage protégée. Placer le corps de l'arme sur un tréteau d'armurier ou l'équivalent pour qu'il soit soutenu de façon que son côté gauche soit tourné vers le haut. Ceci va permettre de démonter et d'assembler l'arme presque complètement à partir d'une seule et même position.
d. Enlever le protégé-quidon, la bague supérieure, le garde-main avant, le bague inférieure et le garde-main arrière, dans l'ordre.
BARREL
DISASSEMBLY
4. Disassemble the individual components from the barrel as follows:
NOTE
The front sight is not normally disassembled from the rifle. However, should the front sight require replacement, or should replacement of barrel group components necessitate its removal: mark the lateral position of the front sight blade with a scribed reference line, before removing it, to aid reassembly. Front sight blades mounted in solid front sight blocks, that is, blocks not equipped with a front sight securing screw, are staked in place, proceed to step "4 b.", below.
a. Unscrew the front sight blade retaining screw. A special slotted wrench is required to remove this screw. If the
CANON
DÉMONTAGE
4. Démonter les éléments individuels du canon comme suit :
NOTA
Le guidon ne doit normalement pas être démonté de l'arme. Cependant, si le guidon avait besoin d'être remplacé, ou s'il fallait le démonter pour remplacer des éléments du canon, on devrait, avant de l'enlever, marquer la position latérale de la lame du guidon en traçant un repère pour le réassemblage. Pour les lames de guidon montées sur des supports de guidon solides, c'est-à-dire, sur dépourvus de vis de pointage en direction, et qui ne soit retenus en place, procéder comme décrit à l'étape « 4 b. », ci-après;
a. Dévisser la vis de retenue de la lame du guidon. Une clé spéciale pour vis à fente est requise pour enlever cette vis. Si l'on

proper tool is not available, a suitable wrench may be manufactured locally by cutting a slot 1/16 inch (1.60 mm) wide and 3/32 inch (2.40 mm) deep in the end of a 3/16 inch (4.76 mm) diameter drill rod, as detailed in Figure 3-2-1;
INSPECTION
5. Inspect the barrel group components by the following criteria:
ne peut pas se procurer l'outil approprié, on peut fabriquer une clé en faisant une fente de 1/6 de pouce (1,60 mm) de largeur et de 3/32 de pouce ( 2,40 mm) de profondeur dans une tige de perçage de 3/16 (4,76 mm) de pouce de diamètre, comme montré à la figure 3-2-1;
INSPECTION
5. Inspecter les éléments du canon pour voir s'ils répondent aux critères suivants :
e. The front sight block band shall be secure to the barrel. The protector shall assemble easily over the band and it shall fit correctly.
NOTE
Some sight bands, notably those of British manufacture, are 0.060 inch (1.53 mm) higher than those normally found on the No 4 rifles. These bands are identified by a figure MK 1 H stamped on the rearward sloping face of the front sight block.
f. The chamber shall be free of defects that cause hard extraction.
NOTE
Chamber defects may be most easily identified by inspecting spent casings for evidence of keying, scoring or abnormal deformation caused by the defects.
g. The front sight blade shall be a close fit in the dovetail slot. It shall not, however, be difficult to assemble.
REPAIR
6. The barrel group may be repaired as follows:
e. L'anneau du guidon devrait être fixé au canon. Le protège-guidon devrait s'assembler facilement à l'anneau du guidon et devrait s'y ajuster correctement.
NOTA
Certains anneaux de guidon, notamment ceux qui sont fabriqués en Grande-Bretagne, sont plus hauts de 0,060 po (1,53 mm) que ceux que l'on retrouve normalement sur les armes N° 4. Ces anneaux sont identifiés par la marque MK 1 H qui se trouve sur la face inclinée arrière du support de guidon.
f. La chambre ne devrait pas avoir de défauts qui pourraient, rendre l'extraction difficile.
NOTA
Les défauts de la chambre peuvent être plus facilement identifies si l'on inspecte des douilles vides pour y détecter des signes de coinçage, d'éraflure, ou de déformation anormale qui seraient causés par les défauts.
g. La lame du guidon devrait s'ajuster à la rainure en queue d'aronde. Elle ne devrait pas, cependant, être difficile à assembler.
RÉPARATION
6. Le groupe de canon peut être réparé comme suit :
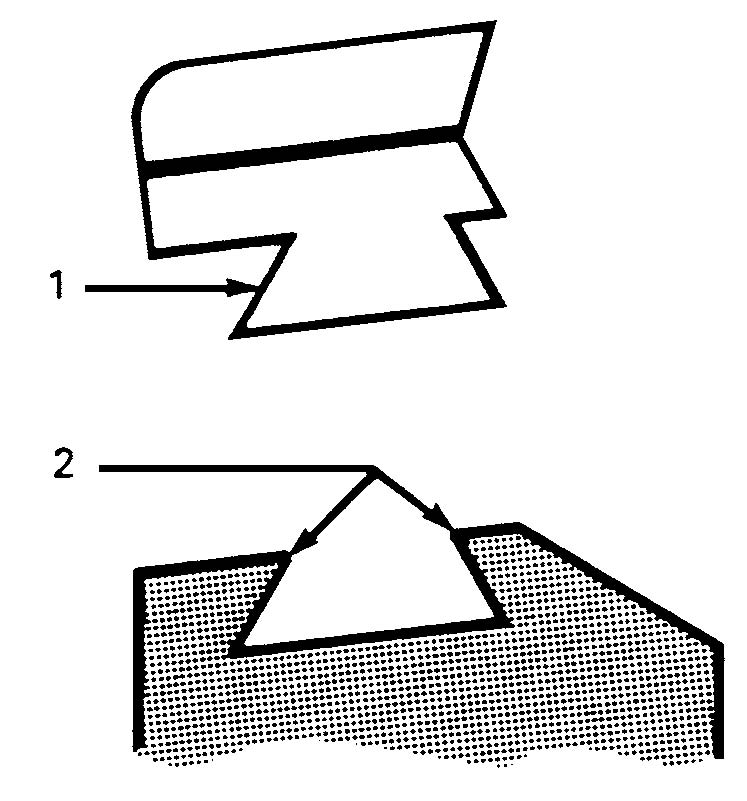
Figure 3-2-2 Fitting the Front Sight Blade Figure 3-2-2 Ajustage de la lame du guidon
c. Difficulties encountered when assembling Canadian pattern front sight blades to the solid type front sight block may be remedied by removing metal from the front face of the sight dovetail, as detailed in Figure 3-2-2. Also, the top corners of the dovetail slot in the sight block band may be radiused slightly to allow a close fit.
7. Backload the rifle for the following reasons:
a. Hard extraction as indicated by abnormal deformation keying or scoring of spent casings.
c. On peut remédier aux difficultés rencontrées lors de l'assemblage de lames de guidon de modèle canadien à un support de guidon de type fixe en enlevant du métal de la face avant de la queue d'aronde, comme montré à la figure 3-2-2. Les arêtes supérieures de la rainure en queue d'aronde peuvent être arrondies légèrement pour permettre un bon ajustage.
7. Envoyer le fusil à l'arrière pour les raisons suivantes :
a. Une extraction difficile indiquée par un coinçage, une éraflure ou une déformation anormale des douilles vides.
ASSEMBLY
8. Assemble the barrel group components in reverse order to the disassembly. Stake the front sight after zeroing if the rifle is equipped with a solid front sight block band.
BODY
DISASSEMBLY
9. Disassemble the body group as follows:
ASSEMBLAGE
8. Assembler les éléments du groupe de canon dans l'ordre inverse du démontage. Fixer le guidon après le zérotage si l'arme est munie d'un anneau de support de guidon fixe.
CORPS
DÉMONTAGE
9. Démonter le groupe du corps comme suit :
| 1. | REMOVE SUFFICIENT MATERIAL FROM | 1. | ENLEVER SUFFISAMMENT DE MATIÈRE |
| THIS CORNER TO PRMIT PASSAGE OF | DE CE COIN POUR PERMETTRE LE | ||
| THE BOLT LUG | PASSAGE DU TENON DE CULASSE |
INSPECTION INSPECTION
10. Inspect the body group for the following: 10. Inspecter le groupe du corps pour détecter ce qui suit :
figure 3-2-3.
c. Damage or burrs at the corners of the cut- c. Si des dommage ou de bavures se
away in bolt head track. trouvent dans le coins de l'entaille située dans le guide de la tête de culasse.
d. Burrs on the clearance for the bolt head d. S'il y a des bavures dans le logement de on the underside of the bridge. la tête de culasse sous le pont.
REPAIR
11. The body may be repaired as follows:
RÉPARATION
11. Le corps peut être réparé comme suit :
12. Re-numbering the Rifle Body. Rifles may be encountered that have the serial number either illegible or completely obliterated. Confirm the serial number by referring to the bolt and barrel. Re-stamp the serial number on the left side of the butt socket after barring out previous markings.
| c. | Desserrer les vis de l'éjecteur. Nettoyer les filets à fond. Appliquer un activateur de produit d'étanchéité NNO 8030-21-842-7230 et un | |
|---|---|---|
| produit d'étanchéité pour filet NNO 8030-00-081-2337 sur les filets avant | ||
| l'assemblage. Si la vis de l'éjecteur nuit au passage de la culasse, enlever suffisamment de matière de l'extrémité, avec une bonne lime, pour permettre à la culasse de passer sans contrainte. | ||
| d. | Un petit desserrage de l'axe de la gâchette peut être réparé en emboutissant ou en poinçonnant le support, immédiatement à côté du trou. Cependant, un emboutissage excessif n'est pas permis. | |
| e. | Remplacer les gâchettes rainurées. S'assurer que la face de la gâchette est entière est s'adapte au cran d'arme. L'arête inférieure de la face du cran | |
| d'armé peut être arrondie légèrement. Cependant, la hauteur de la face du cran d'armé ne doit pas être réduite quand les pressions sont faites sur la détente. | ||
| f. | Ébavurer l'arrêtoir du chargeur au besoin, Remplacer les arrêtoirs endommagés. | |
| 12. | Renumérotage de corps du fusil. | Sur |
certains fusils, le numéro de série peut être illisible ou complètement oblitéré. Vérifier le numéro de série en se référant à la culasse mobile et au canon. Marquer le numéro de série sur le côté gauche du manchon de la crosse après avoir enlevé les marques précédentes.
13. Backload the rifle for the following reasons:
ASSEMBLY
13. Envoyer l'arme à l'arrière pour les raisons suivantes :
ASSEMBLAGE
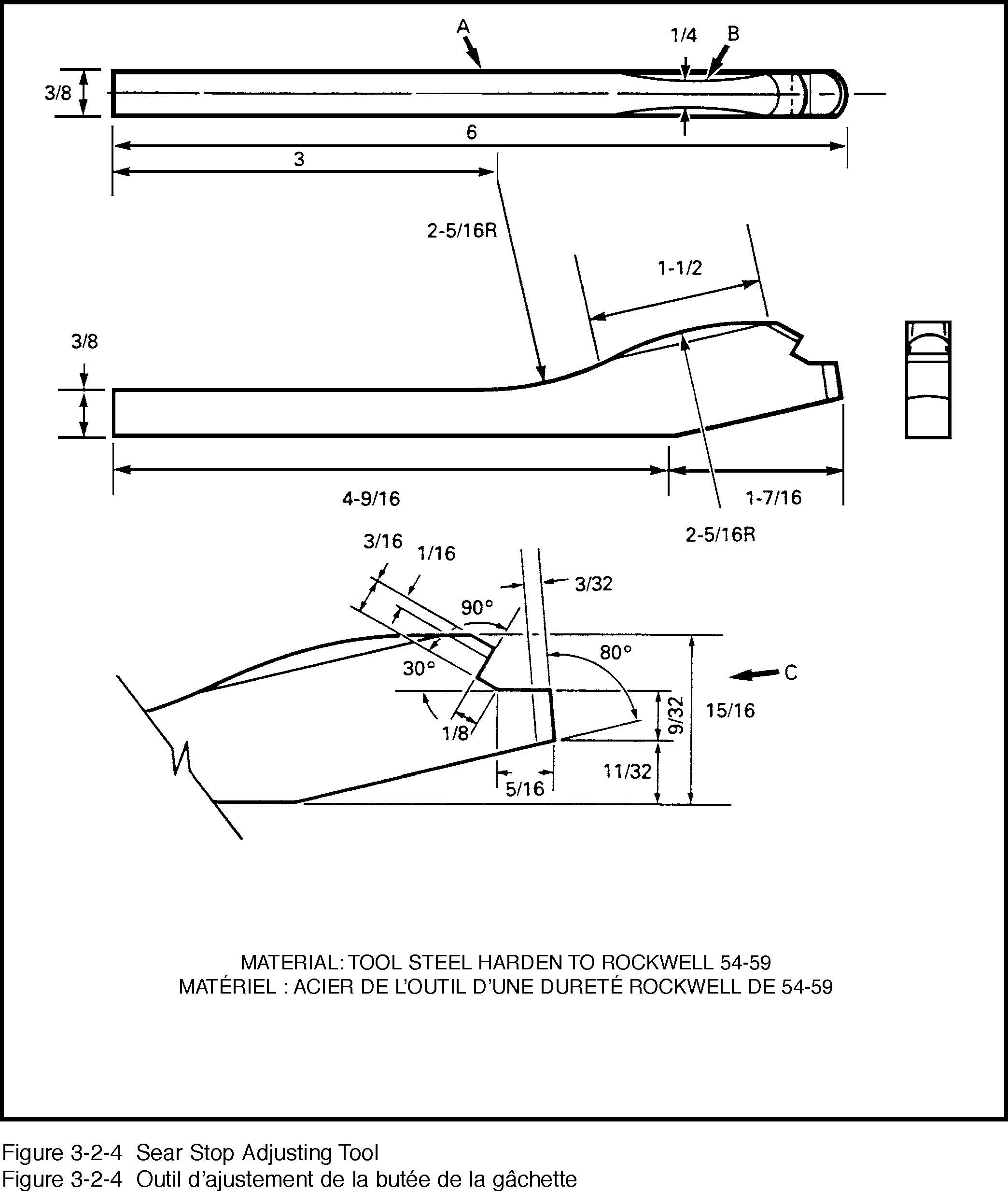
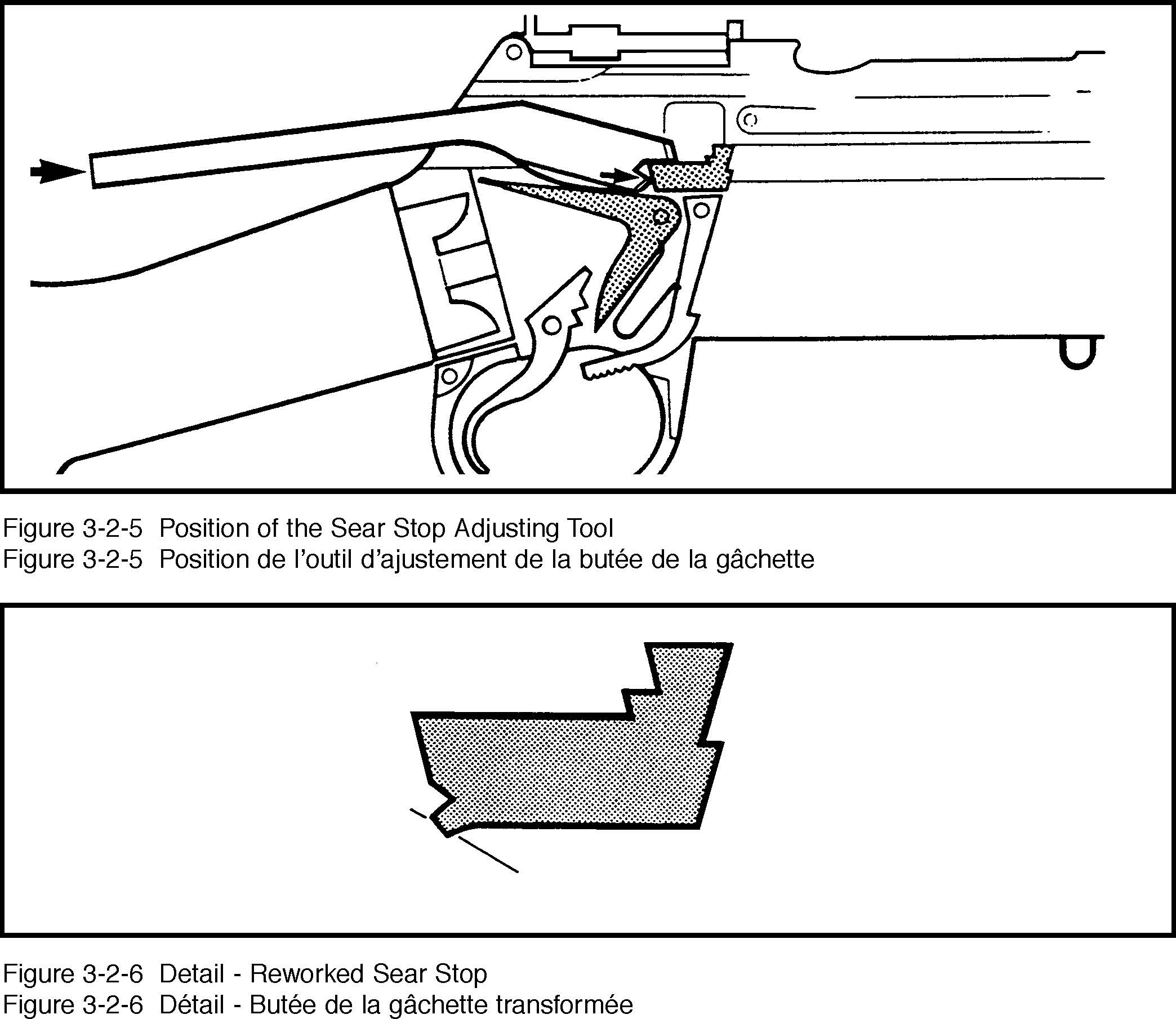
Figure 3-2-5 Position of the Sear Stop Adjusting Tool Figure 3-2-5 Position de l’outil d’ajustement de la butée de la gâchette
c. Strike the outer end of the tool with a c. Frapper le bout extérieur de l'outil avec un hammer to swage the lower edge of the marteau pour qu'il emboutisse l'arête sear stop downward. The effect as inférieure de la butée de la gâchette vers detailed in Figure 3-2-6 will lower the le bas. Ceci aura pour effet, comme uppermost position of the sear. montré à la figure 3-2-6, d'abaisser la plus
haute position de la gâchette.
d. Check the trigger pull and adjust it as d. Vérifier la force de détente et l'ajuster au required, by altering the height of the besoin en altérant la hauteur des trigger ribs. nervures de la détente.
TRIGGER GUARD
DISASSEMBLY AND INSPECTION
a. Inspect the trigger and trigger guard for wear indicating distortion of the trigger guard. Ensure that the trigger and guard conform to original contours.
NOTE
In the past, slight distortion of the trigger guard, in the area at the rear of the magazine opening, may have been performed as an expedient means of adjusting trigger pull, in the field. This condition may have to be corrected prior to adjusting the trigger pull.
PONTET
DÉMONTAGE ET INSPECTION
a. Inspecter la détente et le pontet pour détecter des traces d'usure indiquant une distorsion du pontet. S'assurer que les contours de la détente de du pontet se conforment aux contours originaux.
NOTA
Dans le passé, il se peut que l'on ait distordu légèrement le pontet à l'arrière de l'ouverture du chargeur, afin d'ajuster la force de détente sur le terrain. Il faudra peut-être corriger cette distorsion avant d'ajuster la force de détente.
REPAIR
a. Fabricate the jig detailed in Figure 3-2-7 from a non-serviceable rifle, calibre .303, No 4 bolt and bolt head, as follows:
RÉPARATION
a. Fabriquer le gabarit montré à la figure 3-2-7 à partir de la culasse mobile et de la tête de culasse d'un fusil non utilisable, de calibre .303, N° 4, comme suit :
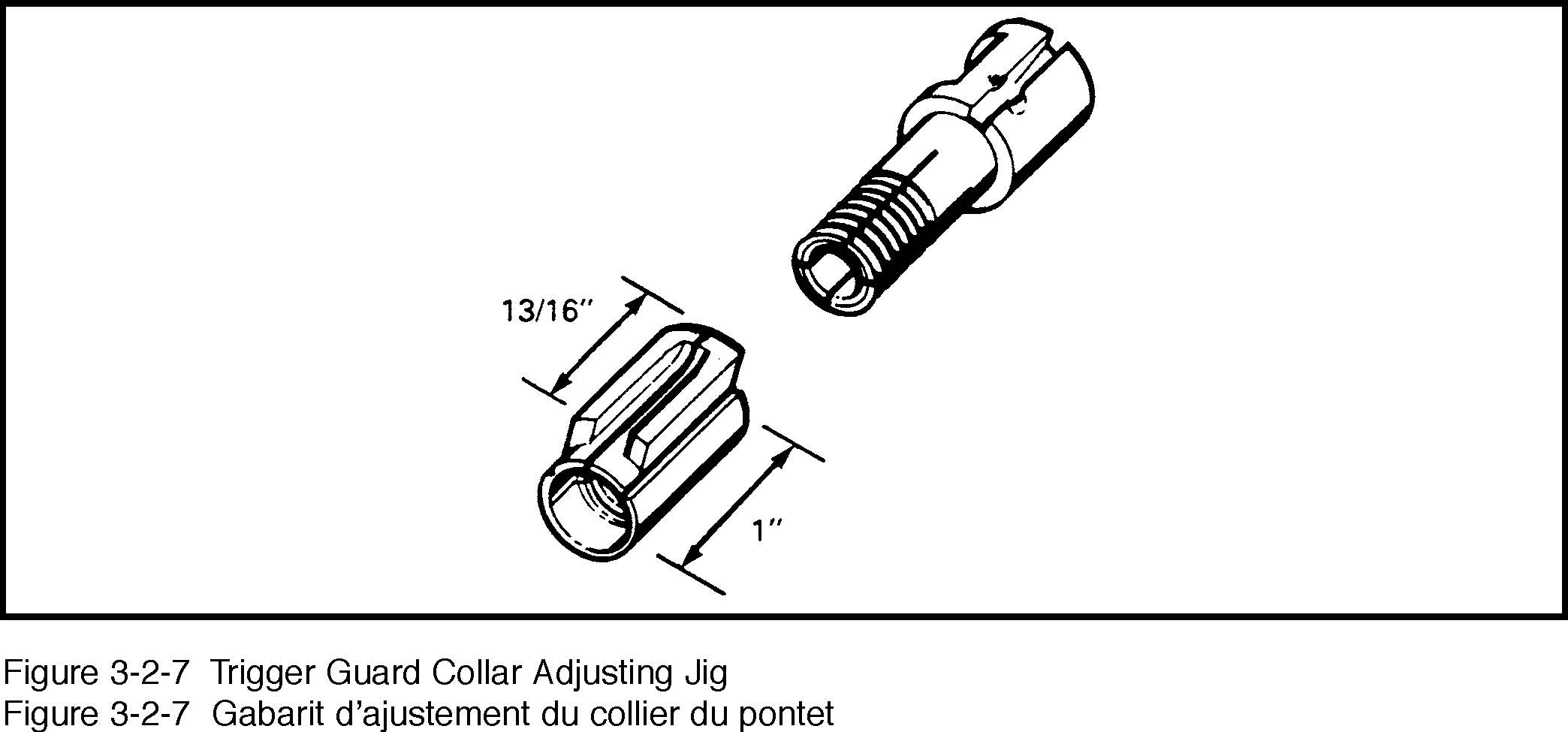
(7) Cut four slots in the threaded end of the bolt head at 90 degree intervals: One pair of slots opposite each other 1/32 (0.80 mm) inch wide, 1/2 inch
(12.82 mm) deep and one pair of slots 1/32 (0.80 mm) inch wide, 7/16 (11.21 mm) inch deep.
(7) Faire quatre fentes dans l'extrémité filetée de la tête de culasse à des intervalles de 90 degrés : deux fentes, opposées l'une à l'autre, de 1/32 de pouce (0,80 mm) de largeur et de 1/2 pouce (12,7 mm) de profondeur et deux fentes de 1/32 de pouce (0,80 mm) de largeur et de 7/16 de pouce (11,21 mm) de profondeur.
BOLT LOCKING ASSEMBLY
INSPECTION AND REPAIR
20. Inspect the bolt locking (safety catch) assembly for correct fit and function of the major components. Remove burrs as required but do not alter original critical dimensions. Replace defective components as required. Ensure that the bolt locking assembly engages the bolt and cocking piece effectively in both the full-cocked
VERROU DE CULASSE
INSPECTION ET RÉPARATION
20. Inspecter l'ensemble du verrou de culasse (sûreté) pour voir si ses éléments principaux sont bien ajustés et s'ils fonctionnent correctement. Ébavurer au besoin, mais ne pas changer les dimensions importantes originales. Remplacer les éléments défectueux au besoin. S'assurer que l'ensemble du verrou de culasse

Figure 3-2-9 Shortening Trigger Guard Collar Figure 3-2-9 Raccourcissement du collier du pontet
and the fired positions. The locking bolt shall retract the cocking piece slightly when applied, so that the sear is not in contact with the cocking piece.
BOLT ASSEMBLY
DISASSEMBLY
21. Disassemble the bolt as follows:
se met bien en prise avec la culasse et le chien autant dans la position demi-armée que dans la position de tir. Le verrou de culasse doit rétracter le chien légèrement quand il est en place, de façon que la gâchette ne soit pas en contact avec le chien.
CULASSE MOBILE
DÉMOTAGE
21. Démonter la culasse mobile comme suit :
| c. | Unscrew and remove the extractor screw. | c. | Dévisser et enlever la vis de l'extracteur. |
| Remove the extractor. | Enlever l'extracteur. | ||
| d. | Remove the firing pin rod securing screw from the head of the cocking piece. | d. | Enlever la vis du réglage de la tige du percuteur de la tête du chien. |
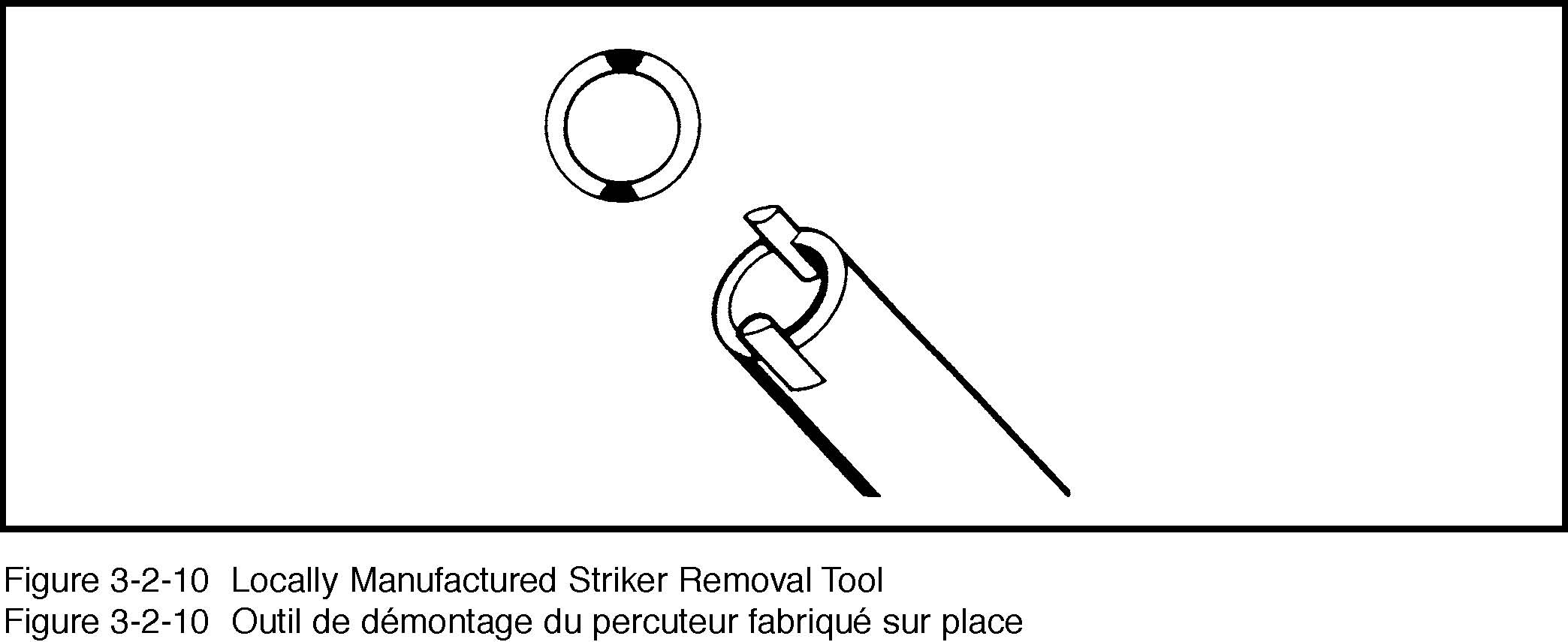
| e. | Take control of the cocking piece and unscrew the firing pin rod with the special striker tool detailed in Figure 3-2-10. If this tool is not available it may be manufactured locally as follows: | e. | Tenir le chien et dévisser la tige du percuteur avec l'outil spécial pour le percuteur montré à la figure 3-2-10. Si on ne peut pas se procurer cet outil, il peut être fabrique sur place comme suit : |
| (1) Machine a slot 1/8 inch (3.20 mm) wide, 3/16 inch (4.76 mm) deep in a 6 inch section of 3/8 inch (9.61 mm) dia steel tubing, with a 0.065 inch (1.66 mm) wall thickness. | (1) Faire une fente de 1/8 de pouce (3,20 mm) de largeur et de 3/16 de pouce (4,76 mm) de profondeur dans un section de 6 pouces d'un tube en acier ayant un diamètre de 3/8 de pouce (9,61 mm) et une épaisseur de 0,065 pouce (1,66 mm). | ||
| (2) Weld two pieces of 1/8 inch (3.20 mm) diameter drill rod, 5/16 inch (8.01 mm) long, into the slots in the tubing. | (2) Souder deux tiges de perçage d'un diamètre de 1/8 de pouce (3,20 mm) et d'une longueur de 5/16 de pouce (8,01 mm) dans les fentes du tube. | ||
| (3) Turn the outside diameter of the tube at the drill rods, down to 3/8 inch (9.61 mm). | (3) Remettre le diamètre extérieur du tube, à l'emplacement des tiges de perçage, à 3/8 de pouce (9,61 mm). |
INSPECTION
22. Inspect the bolt assembly as follows:
1.60 mm), on assembly.
INSPECTION
22. Inspecter la culasse mobile comme suit :
| g. | The extractor claw shall have a sharp well defined claw. The outside corners of the claw shall be slightly radiused to assist feeding. The extractor spring and screw shall be free from damage. | g. | La griffe de l'extracteur devrait être nette et affilée. Les pointes extérieures de la griffe devraient être légèrement arrondies pour aider à l'alimentation. Il ne devrait pas y avoir de dommages au ressort et à la vis de l'extracteur. |
| h. | The applied pull required to raise the assembled extractor shall be 5 pounds to 7 pounds (2.76 kg to 3.17 kg). | h. | La pression requise pour soulever l'extracteur assemblé devrait être de 5 à 7 livres (2,76 à 3,17 kg). |
| j. | The major diameter of the bolt measured across the column and locking lug shall be a minimum 0.880 inch (22.56 mm). Both lug bearing surfaces shall be smooth. | j. | Le diamètre extérieur de la culasse mesuré à travers le tube et de la patte de blocage devrait être d'au moins 0,880 pouce (22,35 mm ). Les deux surfaces d'appui de la patte devraient être lisses. |
| k. | The safety stud separating the long and short cam grooves on the bolt shall be serviceable. | k. | Le goujon du sûreté qui sépare la rayure longue et la rayure courte de la came sur la culasse devrait être en bon état. |
| m. | The firing pin rod shall not be bent; it shall move freely without binding in the bolt. | m. | La tige du percuteur ne devrait pas être courbée; elle devrait bouger sans contrainte sans se courber dans la |
| culasse. | |||
| n. | The safety stud on the cocking piece shall not be burred or distorted. It shall ride freely in both the short and long grooves of the bolt. | n. | Le goujon de sûreté située sur le chien ne devrait pas avoir de bavures ne être distordu. Il devrait avancer sans contrainte dans la rayure longue et la rayure courte de la culasse. |
| p. | Ensure, with the firing pin rod securing screw removed, that the firing pin rod is held firmly and securely in the cocking piece. The end of the rod shall be flush with the rear face of the cocking piece. | p. | S'assurer, quand la vis de réglage de la tige du percuteur est enlevée, que la tige du percuteur est tenue fermement et solidement dans le chien. L'extrémité de la tige doit affleurer la face arrière du chien. |
| q. | Ensure that the full and half-bents of the cocking piece are smooth, well defined and free from chipping or indentations. Ensure that the sear is effectively engaged by the half-cock notch. | q. | S'assurer que les crans d'armé et de demi-armé du chien sont lisses, nets et dépourvus d'écaillement et d'entailles. S'assurer que la gâchette est bien mise en prise par le cran de demi-armé. |
r. Ensure that the firing pin rod spring is free from broken, kinked or set coils. It shall be free from rust. Ensure that the spring works freely and effectively in the bolt.
REPAIR
23. Repair the bolt assembly as follows:
r. S'assurer que les spires du ressort de la tige du percuteur ne sont ni brisées, ni deformées, ni écartées. Le ressort ne devrait pas être rouille. S'assurer qu'il fonctionne sans contrainte et d'une manière efficace dans la culasse mobile.
RÉPARATION
23. Réparer la culasse mobile comme suit :
g. Tighten loose firing pin rods by the following procedure:
ASSEMBLY
24. Reassemble the bolt assembly in reverse order to the disassembly procedure. Note the following:
g. Resserrer les tiges de percuteur desserrées comme suit :
ASSEMBLAGE
24. Réassembler la culasse dans l'ordre inverse du démontage. Tenir compte de ce qui suit :
SIGHTS
REAR SIGHT ASSEMBLIES
25. Disassembly. Disassemble the rear sight as follows:
26. Inspection. Inspect the rear sight assembly for the following:
DISPOSITIFS DE VISÉE
HAUSSE
25. Démontage. Démonter les hausses comme suit :
26. Inspection. Inspecter l'ensemble de la hausse pour vérifier ce qui suit :
f. Ensure that both the elevating and windage adjusting screws are straight by running the sight through it's full range of adjustment and watching for uneven movement.
27. Repair. Repair or replace defective components as required:
(1) Drive the retaining pin out of the rear sight traversing knob with a suitable drift and hammer;
f. S'assurer que les vis de réglage en hauteur et de dérive sont droites en faisant passer le dispositif de visée par toute la plage de réglage en distance et en observant pour détecter une irrégularité de mouvement.
27. Réparation. Réparer ou remplacer les éléments défectueux au besoin :
(1) Retirer la goupille de retenu du bouton de pointage en direction de la hausse avec un chassoir et un marteau appropriés;
FRONT SIGHT
28. Disassembly and Inspection. The front sight is not normally disassembled. However, should the front sight require replacement, mark the lateral position of the existing front sight blade before removing it. Front sight blades mounted in solid front sight blocks are swaged in position and will have to be driven out of the block with a hammer and drift. Ensure that the front sight blade is in good condition and secure in the front sight block. Check the front sight protector for cracks and deformation.
GUIDON
28. Démontage et inspection. Le guidon ne doit normalement pas être démonté. Cependant, si on doit le remplacer, marquer la position latérale de la lame de guidon en place avant de l'enlever. Les lames de guidon montées dans des supports de guidon solides sont embouties en position et devront être retirées du guidon avec un marteau et un chassoir. S'assurer que la lame du guidon est en bon état et solide dans le support de guidon. Vérifier le protège-guidon pour voir s'il est fissuré or déformé.
29. Repair. Replace damaged front sight blades as required. The front sight protector may be repaired by removing burrs with a fine stone. Bent front sight protector loops may be straightened as required. Apply gun blue to all affected areas.
MAGAZINE ASSEMBLY
DISASSEMBLY
30. Disassemble the magazine as follows:
NOTE
The magazine and auxiliary springs are not normally disassembled. These components shall only be disassembled for replacement.
INSPECTION
31. Inspect the magazine for the following:
29. Réparation. Remplacer les lames de guidon endommagées au besoin. On peut réparer le protège-guidon en l'ébavurant à l'aide d'une pierre fine. Les anneaux de protègeguidon courbés peuvent être redressés au besoin. Applique du bleu à canon sur toutes les parties affectées.
CHARGEUR
DÉMONTAGE
30. Démonter le chargeur comme suit :
NOTA
Le chargeur et les ressorts auxiliaires ne se démontent normalement pas. Ces éléments ne doivent être démontés que lorsqu'ils doivent être remplacés.
INSPECTION
31. Inspecter le chargeur pour vérifier ce qui suit :
c. Ensure that the magazine catch holds the magazine securely in the rifle. Pull the front of the magazine down. There shall be no vertical movement of the magazine.
REPAIR AND ASSEMBLY
c. S'assurer que l'arrêtoir du chargeur tient solidement au chargeur dans l'arme. Tirer
| l'avant du chargeur vers le bas. | Le | ||||
|---|---|---|---|---|---|
| chargeur | ne | devrait | pas | faire | de |
| mouvement vertical. | |||||
RÉPARATION ET ASSEMBLAGE
FURNITURE
DISASSEMBLY
34. Butt. Disassemble the butt as follows:
35. Fore-end and Handguards. The fore-end and handguards are only disassembled for repair or adjustment. All components are riveted. Disassembly is facilitated by removing the swaged end of the rivets and driving the rivets out with a suitable drift and hammer.
INSPECTION
36. Inspect the furniture as follows:
a. The furniture shall be free of cuts, cracks, abrasions, and unsound wood. It shall conform as closely as possible to its original contours. The finish shall be
GARNITURE
DÉMONTAGE
34. Crosse. Démonter la crosse comme suit :
35. Fût et garde-mains. Le fût et les gardemains ne sont démontés que si des réparations ou des ajustements sont requis. Tous les éléments sont rivetés. Le démontage est facilité si on enlève l'extrémité emboutie des rivets et si on retire les rivets avec un chassoir et un marteau.
INSPECTION
36. Inspecter la garniture comme suit :
a. Il ne devrait pas y avoir d'entailles, de fissures, de traces d'abrasion ou du bois pourri sur la garniture. Ses contours devraient se conformer le plus possible
| smooth, presenting no hazard to the user. The colour of the individual components shall be an approximate match. | aux contours originaux. Son fini devrait être lisse et ne présenter aucun risque pour l'utilisateur. Les couleurs des éléments individuels devraient se | ||
| ressembler le plus possible. | |||
| b. | Patches are permissible as long as they are dovetailed, glued and pegged where extra support is required. The number of patches in either the butt or fore-end is not limited, providing the woodwork is carefully repaired. No patches will exceed 3 inches (76.20 cm) in length and no filling will exceed 1/8 inch (3.20 mm) in diameter. | b. | Les rapiéçages sont permis à condition qu'ils soient assemblés en queue d'aronde, collés ou chevillés aux endroits qui on besoin de plus de soutien. Le nombre de rapiéçages dans la crosse et le fût n'est pas limité, pourvu que la boiserie sont réparée avec soin. Aucun rapiéçages n'excédera 3 pouces (76,20 mm) de long et le diamètre des remplissages n'excédera pas 1/8 de pouce (3,20 mm). |
| c. | Check for interference between the fore-end cap, the front handguard cap and the front sight protector. | c. | Vérifier que le chapeau du fût, le chapeau du garde-main avant et le protège-guidon ne s'entravent pas les uns les autres. |
| d. | Check the front and rear handguards for fit and looseness. They should be an even fit along the fore-end with no overlapping edges. Check the handguard ring for distortion. | d. | Vérifier l'ajustage et la solidité des gardemains avant et arrière. Ils devraient être uniformément ajustés le long du fût, sans arêtes apparentes. Vérifier la bague de garde-main pour détecter une distorsion. |
| e. | Test the butt for security and alignment. The clearance between the rear face of the butt socket in the body and the shoulder of the butt tenon shall not exceed 0.020 inch (0.51 mm). | e. | Tester la sûreté et l'alignement de la crosse. Le jeu entre la face arrière de l'emboîtement de le crosse dans le corps de l'epaulement du tenon de crosse ne devrait pas excéder 0,020 pouce (5,08 mm). |
| f. | Check the fit of the butt plate. Ensure that it is evenly seated with the edges below or even with the profiles of the butt. Ensure that the screws are evenly seated. | f. | Vérifier l'ajustage de la plaque de crosse. S'assurer qu'elle est installée droite avec les arêtes en bas ou à égalité avec les profilés de la crosse. S'assurer que la vis est droite. |
| g. | Check the function of the butt trap. The weight required to open the trap shall be between 2 and 3 pounds (0.90 kg to 1.36 kg). | g. | Vérifier le fonctionnement de la cache de crosse. Le poids requis pour ouvrir la cache devrait se situer enter 2 et 3 livres (0,90 et 1,36 kg). |
h. Ensure that the butt bolt is fitted with a flat washer, double helix lock washer, and a leather washer.
REPAIR
37. Repair or replace components as required, with the following notes:
a. Fore-end Stock. In order to ensure accuracy of the rifle, the fore-end stock must satisfy the following criteria with regard to fit:
h. S'assurer que le bouton de la crosse est fixé avec une rondelle plate, une rondellefrein à hélice double, et une rondelle de cuir.
RÉPARATION
37. Réparer ou remplacer les éléments au besoin, en notant ce qui suit :
a. Fût. Pour assurer la précision de l'arme, le fût doit répondre aux critères suivants pour ce qui est de l'ajustage :
| A - REAR BODY BEARING POINTS | A - POINTS D’APPUI DU CORPS ARRIÈRE |
| B - FRONT BODY BEARING AREA | B - SURFACE D’APPUI DU CORPS AVANT |
| C - RELIEVED AREA BETWEEN BODY | C - ZÔNE DE RELÂCHEMENT ENTRE LES |
| BARREL BEARINGS | SUPPORTS DU CANON DU CORPS |
| D - KNOX-FORM BEARING | D - SUPPORT DE FORME KNOX |
| E - FRONT BARREL BEARING | E - SUPPORT DU CANON AVANT |
Figure 3-2-14 Fore-end Stock Bearing Points Figure 3-2-14 Points d’appui du fût
0.050 inch (1.27 mm) clearance at all points other than those detailed above.
ASSEMBLING THE RIFLE
38. Assemble the rifle in the reverse order to the disassembly paying particular attention to the following:
39. Check the following aspects of the assembled rifle:
ASSEMBLAGE DU FUSIL
38. Assembler le fusil dans l'ordre inverse du démontage en faisant particulièrement attention à ce qui suit :
39. Vérifier les aspects suivants sur l'arme assemblée :
NOTE
To obtain a smooth trigger pull, refer to Part 4, Tests and Adjustments, paragraph 9.
CHEST
40. To allow clearance between the lid and the rear sight of the rifle, rework the carrying chest fittings of the butt as follows:
a. Remove the top and bottom butt fittings from the chest.
NOTA
Pour que la force de détente soit douce, se référer à la Partie 4, Tests et ajustements, paragraphe 9.
| f. | Si la force de détente est sous la | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| tolérance mais qu'un ressort de percuteur | |||||||||||
| en bon état est assemblé à la culasse, | |||||||||||
| vérifier la profondeur du siége du ressort | |||||||||||
| dans la culasse. | Elle doit par excéder | ||||||||||
| 3,38 pouces (85,85 mm) quand mesurée | |||||||||||
| depuis la face avant de la culasse. | |||||||||||
| Remplacer les culasses inutilisables. | |||||||||||
| g. | Vérifier l'extraction des douilles et le | ||||||||||
| mécanisme de la culasse en faisant | |||||||||||
| fonctionner la culasse avec une douille de | |||||||||||
| cartouche | vide | ou | une | balle | pour | ||||||
| inspections. | |||||||||||
| h. | Tester | le | fonctionnement | de | l'arme | ||||||
| comme décrit à la Partie 4 - Tests et | |||||||||||
| ajustements. | |||||||||||
CAISSE
40. Pour laisser de l'espace entre le couvercle et la hausse du fusil, transformer les fixations de la crosse dans la caisse comme suit :
a. Enlever les fixations de la crosse du haut et du fond de la caisse.
HEADSPACE
(0.07 mm). The selected head will be the smallest size head that will not close over the
0.046 inch gauge.
4. After adjusting the headspace, ensure that the bolt head overturn, striker protrusion and striker lift criteria are satisfied.
BORE STRAIGHTNESS
5. To test bore straightness, proceed as follows:
a. Remove the bolt from the rifle.
PARTIE 4
TESTS ET AJUSTEMENTS
FEUILLURE
RECTITUDE DE L'ÂME
5. Pour tester la rectitude de l'âme procéder comme suit :
a. Enlever la culasse de l'arme.
FIRING PIN PROTRUSION
6. Check the firing pin protrusion as follows:
COCKING WEIGHTS
7. The weight required to pull the cocking piece to the half-cock and full-cock positions shall be 7 to 9 pounds (3.17 to 4.08 kg), and 13 to
SAILLIE DU PERCUTEUR
6. Vérifier la saillie de percuteur comme suit :
POIDS D'ARMEMENT
7. Le poids requis pour tirer le chien dans la position demi-armée et armé à fond doivent être respectivement de 7 à 9 livres (3,17 à 4,08 kg), et 16 pounds (5.89 to 7.25 kg) respectively. These weights are checked with a trigger test scale engaged on the head of the cocking piece. Weak striker springs shall be replaced.
ADJUSTING COCKING WEIGHT
8. If the trigger pull is below tolerance, with a serviceable striker spring assembled to the bolt, check the depth of the spring seat in the bolt. It shall not exceed 3.38 inches (85.85 mm) as measured from the front face of the bolt. Replace non-serviceable bolts.
TRIGGER PULL
9. Cock the rifle to test trigger pull. The weight of the first and second pull shall be 3 to 4 pounds (1.36 to 1.81 kg), and 5 to 6-1/2 pounds
(2.26 to 2.94 kg) respectively. Check for non-serviceable components before attempting to adjust trigger pull.
NOTE
If the trigger pull is below tolerance and the cocking weight is either low or below tolerance, check the depth of the striker spring seat. If this depth exceeds
3.38 inches (85.85 mm), the bolt may be the source of the faults. Replace the bolt and recheck the trigger pull and cocking weight.
ADJUSTING TRIGGER PULL
10. Adjusting Weight. Trigger pull weight is determined by the angle between the sear face and the cocking piece sear bent, see Figure 4-1. To reduce the weight of the trigger pull increase the angle of the sear bent from the vertical. To
de 13 à 16 livres (5,89 à 7,25 kg). Ces poids sont vérifiés à l'aide d'un vérificateur de détente engagé dans la tête du chien. Les ressort de percuteur faibles doivent être remplacés.
AJUSTEMENT DU POIDS D'ARMEMENT
8. Si la force de détente est sous la tolérance et qu'un ressort de percuteur en bon état est assemblé à la culasse, vérifier la profondeur du siège du ressort dans la culasse. Elle ne doit pas dépasser 3,38 pouces (85,85 mm) mesurés à partie de la face avant de la culasse. Remplacer les culasses inutilisables.
FORCE DE DÉTENTE
9. Armer l'arme pour tester la force de détente. Les poids des première et seconde forces de détentes doivent être de 3 à 4 livres (1,36 à 1,81 kg) et de 5 à 6-1/2 livres (2,26 à 2,94 kg) respectivement. Vérifier que tous les éléments sont utilisables avant d'essayer d'ajuster la force de détente.
NOTA
Si la force de détente est sous la tolérance ou si le poids d'armement est bas ou sous la tolérance, vérifier la profondeur du siège du ressort. Si cette profondeur dépasse 3,38 pouces (85,85 mm), la culasse peut être la cause des erreurs. Remplacer la culasse et revérifier la force de détente et le poids d'armement.
AJUSTEMENT DE LA FORCE DE LA DETENTE
10. Ajustement du poids. La force de détente est déterminée par l'angle formé entre la face de la gâchette et le cran d'armé du chien, voir figure 4-1. Pour réduire le poids de la force de détente, augmenter l'angle du cran d'armé depuis la

increase the weight of the trigger pull decrease this angle. The angle of the sear bent face is changed by stoning. Ensure smooth operation after adjustment by drawing the stone over the bent in the direction of sear travel.
11. Adjusting Length. Before attempting to adjust the length of the trigger pulls, ensure that the trigger guard is correctly installed and that the trigger guard screws are both assembled tightly. The length of the trigger pull is determined by the height of the trigger ribs. Reducing the height of the upper rib increases the length of the first pull. Reducing the height of the lower rib increases the length of the second pull. Ensure that the radius of the ribs is maintained.
RANGE TESTS
12. Dispersion, accuracy and zeroing tests will be carried out after the following operations:
verticale. Pour augmenter le poids, réduire l'angle. L'angle du cran d'armé est changé à l'aide d'une pierre. S'assure de la douceur du fonctionnement en passant la pierre sur le cran dans la direction du déplacement de la gâchette.
11. Ajustement de la longueur. Avant d'essayer d'ajuster la longueur des forces de détente, s'assurer que le pontet est correctement installé et que les deux vis sont assemblées solidement. La longueur de la force de détente est déterminée par la hauteur des nervures de la détente. Réduire la hauteur de la rainure supérieure augmente la longueur de la première force de détente. Réduire la hauteur de la nervure inférieure, augmente la longueur de la seconde force de détente. S'assurer que le rayon des rainures reste pareil.
TESTS AU CHAMP DE TIR
12. Des tests de dispersion, de précision et de zérotage seront effectués après les opérations suivantes :
13. Before range testing the rifle, check the following:
14. Test the dispersion and accuracy as follows:
15. The barrel dispersion shall be considered acceptable, if when tested at a range of 20 yards, 4 of the 5 shots fall within or cut the edges of a square with sides measuring 3/4 inch
(19.05 mm), and the remaining shot is not more than 1/4 inch (6.35 mm) beyond the edges of the square. The sights shall be considered accurately aligned if the MPI of the group coincides with the point of aim horizontally, and within the limits of one front sight adjustment.
13. Avant de tester le canon au champ de tir, vérifier ce qui suit :
14. Tester la dispersion et la précision comme suit :
15. La dispersion du canon doit être considérée acceptable, si, quand elle est testée à 20 verges, 4 des 5 coups sont tirés à l'intérieur des coins ou sur les coins d'une carré mesurant 3/4 de pouce (19,05 mm), et que le coup qui reste ne dépasse pas les coins du carré de plus de 1/4 de pouce (6.35 mm). Les dispositifs de visée doivent être considérés bien alignés, si le point moyen des impacts du groupe coïncide horizontalement avec le point de visée et se situe à l'intérieur des limites d'un réglage de guidon.
SIGHT ADJUSTMENTS
16. Front Sight. Front sight adjustments compensate for both lateral and vertical deviations of the MPI from the point of aim. The front sight blade securing screw will be loosened whenever the front sight is to be replaced or adjusted.
NOTE
The position of the existing front sight blade will be marked before any adjustments are attempted.
a. Lateral Adjustments. The MPI is adjusted laterally by moving the front sight blade in the dovetail slot of the front sight block. Moving the MPI 1 inch at 25 yards
(25.4 mm at 22.85 m) requires that the front sight blade be moved approximately 1/32 inch (0.80 mm). The front sight is moved into the error to compensate, that is if the MPI is to the right of the point of aim, move the front sight to the right and visa-versa.
NOTE
The limit of lateral adjustment is reached when the base of the front sight blade is even with the side of the front sight block.
b. Vertical Adjustment. Vertical adjustments are made by changing the front sight blade. There are twelve sizes of front sight blades available for this purpose. These range in size from -0.045 inch to +0.120 inch in increments of 0.015 inch (-1.15 mm to +3.07 mm in increments of
0.38 mm). Changing the front sight blade height by one increment will change the
RÉGLAGES DES DISPOSITIFS DE VISÉE
16. Le guidon. Les réglages du guidon compensent pour les déviations latérale et verticale du point moyen des impacts par rapport au point de visée. La vis de réglage de la lame de guidon sera desserrée quand le guidon devra être changé ou ajusté.
NOTA
La position de la lame de guidon actuelle sera marquée avant tout réglage.
a. Réglages latéraux. On peut régler le point moyen des impacts en direction en bougeant la lame du guidon dans la rainure en queue d'aronde du support du guidon. Pour bouger le point moyen des impacts de 1 pouce à 25 verges (25,4 mm à 22,85 m), il faut bouger la lame du guidon d'environ 1/32 pouce (0,80 mm). Il faut bouger le guidon du côté de l'écart pour compenser celui-ci, ce qui veut dire que si le point moyen des impacts se trouve à droit du point de visée, il faudra bouger le guidon vers la droite et vice versa.
NOTA
La limite du réglage latéral est atteinte quand la base de la lame du guidon affleure le côté du support du guidon.
b. Réglage verticale. Les réglages verticaux se font en changeant la lame du guidon. On dispose à cette fin de douze grandeurs de lames. Ces grandeurs s'entendent de -0,045 pouce à +0,120 pouce, par augmentations de 0,015 pouce (-1,15 mm à +3,07 mm, par augmentations de 0,38 mm). Le fait de changer la lame du guidon pour la lame
MPI by approximately 1/2 inch at 25 yards
(12.82 mm at 22.85 m). Again, the sight is moved into the error to compensate for it. That is, if the MPI is too high, the front sight is raised by installing a taller blade.
BARREL LIFT
17. Except in the case of centre bedded rifles, the pressure required to lift the barrel away from the muzzle end of the fore-end stock, shall be between 2 and 7 pounds (0.90 and 3.17 kg). This barrel lift criteria does not apply to centre bedded rifles since the barrel floats unrestricted for 360 degrees at the muzzle end of the fore-end stock.
ADJUSTMENT OF BARREL LIFT
18. If barrel lift is below 2 pounds (0.90 kg), adjust as follows:
19. If barrel lift is above 7 pounds (3.17 kg), adjust as follows:
suivante va faire changer le point moyen des impacts d'environ 1/2 pouce à 25 verges (12,82 mm à 22,85 m). Encore une fois, le guidon vas bouger du côté de l'écart pour le compenser. C'est-à-dire que si le point moyen des impacts est trop haut on va élever le guidon en plaçant une lame plus grande.
SOULÈVEMENT DU CANON
17. Sauf dans le cas de fusils soutenus au centre, la pression requise pour soulever le canon et l'enlever de l'extrémité bouche du fût, doit être de 2 à 7 livres (0,90 et 3,17 kg). Ce critère ne s'applique pas aux fusils soutenus au centre puisque leur canon flotte de 360 degrés à l'extrémité bouche du fût.
AJUSTEMENT DU SOULÈVEMENT DU CANON
18. Si la pression requise pour soulever le canon est inférieur à 2 livres (0,90 kg), ajuster comme suit :
19. Si la pression requise pour soulever le canon est de plus de 7 livres (3,17 kg), ajuster comme suit :
INTRODUCTION
1. This Instruction details the procedures to be used when converting a Rifle, .22 calibre, Lee Enfield, C No 7 MK 1 into a drill purpose rifle. These procedures will be carried out when unserviceable C No 7 Rifles are designated by the LCMM to be converted into drill purpose status.
PROCEDURE
2. The C No 7 Rifle will be converted to drill purpose by the following procedure:
(1) Drill a 4.763 millimetre (3/16 inch) diameter by 32.15 millimetre (1-1/8 inch) deep hole down through the top of the body and chamber at a point midway between the rear handguard retaining ring and the breech opening. Drive a
4.826 millimetre (0.190 inch) diameter by 25.4 millimetre (1 inch) long pin into the hole; and
PARTIE 5
CONVERSION DES FUSILS No 4 EN FUSILS D'INSTRUCTION
INTRODUCTION
1. Cette instruction détaille les procédures à suivre pour convertir un fusil de calibre .303, Lee Enfield, C N° 7 MK 1 *, en un fusil d'instruction. Ces méthodes sont réalisées lorsque des fusils non réparables C N° 7 sont désignés par le GCVM pour être convertis en fusils d'instruction. Ces méthodes sont aussi menées sur des fusils d'instruction existants qui ne répondent pas aux critères énumérés dans cette instruction.
MÉTHODE
2. Le fusil C N° 7 sera converti en un fusil d'instruction par la méthode suivante :
| réparables | seront | éliminées | ||
|---|---|---|---|---|
| conformément au | chapitre 15 | de | ||
| PFC 181; | ||||
(1) Percer un trou de 4,763 millimètres (3/16 pouce) de diamètre et de 32,15 millimètres (1-1/8 pouce) de profondeur du haut de la carcasse et de la chambre jusqu'à un point à mi-chemin entre l'anneau de retenue de garde-main arrière et l'ouverture de culasse. Introduire une goupille de 4,826 millimètres (0,190 pouce) de diamètre sur 25,4 millimètres (1 pouce) de longueur dans le trou; et
(2) Stamp or engrave "DP" in
4.763 millimetre (3/16 inch) letters, between the drilled hole and the breech opening.
DESIGNATION
3. Rifles converted to drill purpose will be designated 6910-21-116-7861, Training Aid, Rifle.
(2) Estamper ou graver « DP » en lettres de 4,763 millimètres (3/16 pouce), entre le trou percé et l'ouverture de culasse.
DÉSIGNATION
3. Les fusils convertis en fusils d'instruction seront désignés sous le numéro 6910-21-116-7861, aide á l'instruction, fusil.
Flip-page version of C No.7 Rifle Maintenance Manual
This searchable document may take a few moments to load.